



 东莞市正信激光科技有限公司
东莞市正信激光科技有限公司

1. 产品概述
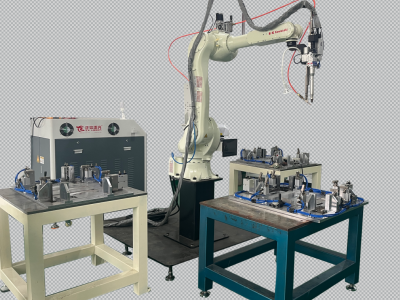
汽车排气管道激光焊接机是针对汽车排气系统管件加工开发的专用自动化焊接设备,依托光纤激光熔接工艺,替代传统TIG、MIG电弧焊接工艺,解决排气管焊接变形量大、焊缝易渗漏、加工效率低、外观粗糙等行业痛点。设备利用高能激光束实现不锈钢管件、法兰、消声壳体的一体化熔接,兼顾量产自动化生产线与改装维修手持加工两种使用形态,核心作用是稳定产出密封性强、形变可控、疲劳耐受度高的汽车排气总成焊接工件,适配整车厂批量生产与改装门店零散加工需求。
2. 工作原理 / 构造原理
设备采用1064nm光纤激光发生单元输出高能光束,光束聚焦后集中作用于管件接头区域,依靠光能转化热能瞬时熔化母材金属,冷却后形成一体化熔合焊缝;整机由光纤激光器、水冷温控系统、数控运动机构、旋转工装夹具、气体保护供气组件、数控控制系统构成。加工时分两种运行模式,环缝焊接依靠工装带动管件旋转,激光头固定;直缝焊接由伺服机构带动激光头匀速移动,焊接全程同步输送高纯保护气体隔绝空气,避免焊缝氧化发黑。
3. 材质参数 / 规格特性
设备机架采用加厚方钢焊接成型,激光腔体为轻量化铝合金,焊接头水冷导热部件采用高导热铜合金,定位夹具使用调质45#钢;激光功率覆盖1.5kW至5kW,1~3mm薄壁管件选用1.5~3kW机型,厚壁歧管选用3~5kW机型;支持连续焊、脉冲焊两种焊接模式,配套氩气、氮气双路保护供气;标准加工焊速区间200~500mm/min,热影响区控制在0.5mm以内,工件整体变形量不超过0.05mm;配套精密定位工装,工件对接间隙控制上限0.1mm,可搭配机器人视觉定位实现全自动流水线作业。
4. 核心优势 / 产品特点
对比传统电弧焊,设备热输入量极低,工件形变量小,无需后续校正工序;焊缝熔深充足,无气孔缺陷,耐高温抗振动,成品泄漏概率低;加工速度为传统焊接的3至5倍,适配大批量流水线生产;焊缝窄且平整,外观光洁,尾喉等外观件焊接后可直接抛光处理;兼容304、316、409铁素体不锈钢及各类耐热合金,材料适配范围广;可切换自动化固定机型与手持激光焊接配置,兼顾量产与现场改装维修场景。
5. 主要用途 / 适用行业
主要应用于汽车整车制造厂排气系统自动化生产线,同时适配汽车改装厂、汽配加工车间、维修门店;可完成排气直管对接、法兰环缝焊接、消声器筒身角缝、尾喉装饰件点焊与连续焊作业,加工对象包含排气歧管、三元催化载体外壳、消声器、尾喉等全套排气管件部件。
6. 落地选型指南
整车厂大批量标准化产线选用3~5kW自动化带机器人视觉机型;中小型汽配加工厂加工1~3mm薄壁管件选用1.5~3kW标准固定机型;改装维修门店选用小型手持激光焊接配置;厚壁排气歧管优先选用高功率连续焊机型;外观装饰尾喉加工可选用脉冲焊接模式降低热损伤。
7. 安装方法 / 使用方法
设备安放至平整硬化地面并调平机架,接入380V动力电源与工业循环水冷系统,连接高纯氩气、氮气供气管路;管件经激光切管下料、除油清洁后放入精密工装夹紧,控制工件对接间隙;设置激光功率、焊接速度、保护气流量参数,启动程序完成环缝或直缝焊接;加工完成后取出工件,轻度打磨飞溅并开展打压密性检测。
8. 施工注意 & 风险提示
保护气体纯度不足、供气流量过低会造成焊缝发黑、产生气孔;功率参数过高、行走速度过慢易出现焊穿塌陷;工装定位精度不足会加剧工件变形;母材油污、氧化皮未清理干净易引发焊缝开裂;设备运行期间禁止直视激光光束,做好配套遮光防护。
9. 采购说明 & 交付标准
标准功率机型常规现货交付,机器人联动、视觉定位全自动产线支持定制;随货附带设备操作手册、光路维护说明、出厂性能检测报告、产品合格证,配套标准工装夹具、保护气路配件。
10. 质保售后规范
整机质保一年,激光器核心光路、水冷机组、伺服运动机构纳入质保范围;出现焊缝缺陷、设备功率异常、运动卡顿等问题可远程指导参数调试,易损光学配件、工装夹具可持续配套供货。
该设备以光纤激光熔接工艺为核心,针对汽车排管各类接头开发完整加工流程,覆盖焊前预处理、自动化焊接、焊后检测全工序,同时区分量产自动化机型与手持维修机型,满足整车厂、改装门店两类不同生产工况需求。



 浙公网安备33011002019511号
浙公网安备33011002019511号