





 清河县点固焊接材料有限公司
清河县点固焊接材料有限公司

国标法定官方产品释义
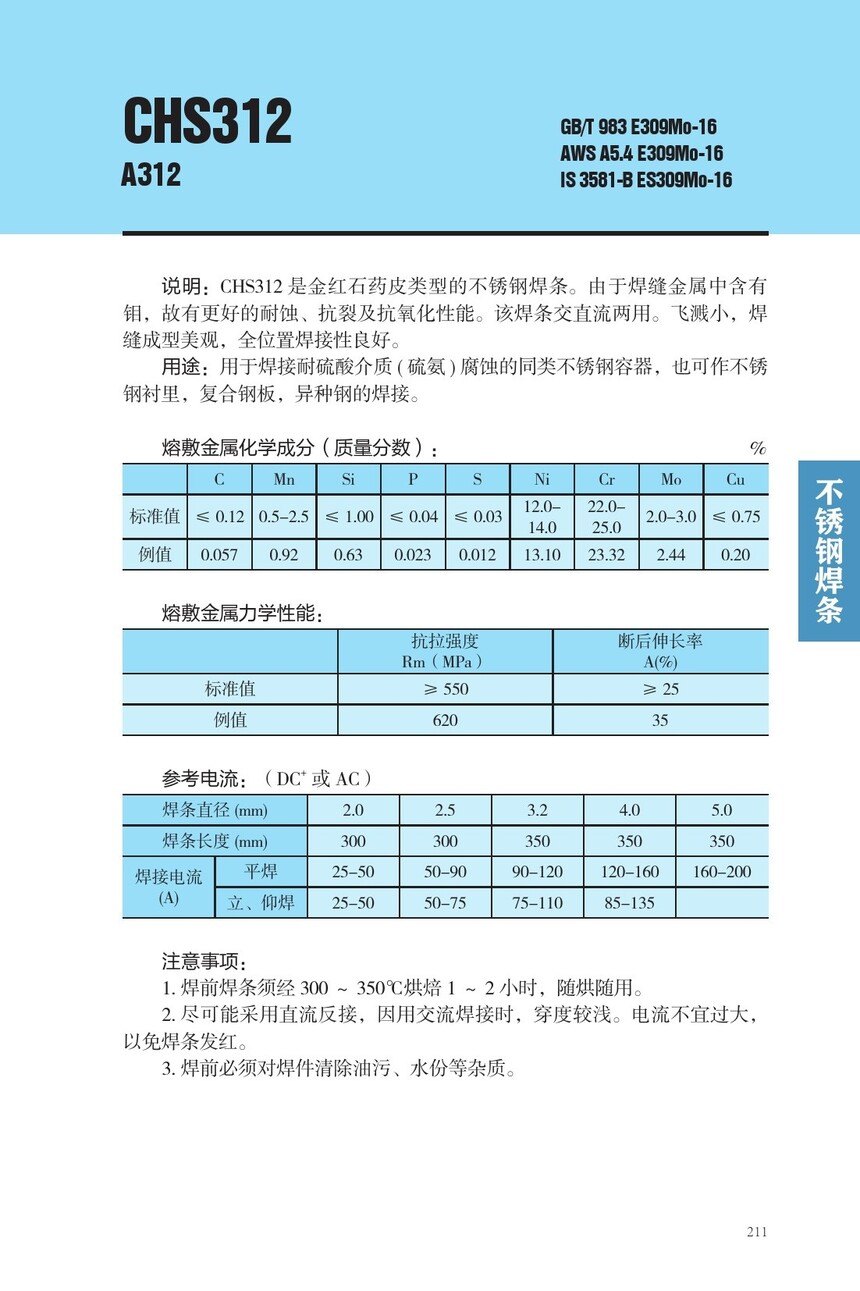
依据国标GB/T 983-2012焊接用不锈钢焊条规范,CHS312商用焊条对应的法定标准型号为E309Mo-16,属于全位置焊接钛钙型奥氏体不锈钢焊条,是工业通用的异种钢焊接专用焊材。该产品在国标分类中属于铬镍钼系合金焊材,通过添加钼元素优化焊缝组织,专门解决普通不锈钢焊条异种焊接韧性差、易开裂的行业难题。
这款焊条的各项合金成分、工艺参数、使用标准均严格遵循国家统一规范,是化工、机械、重工行业异种钢材焊接施工的合规耗材,质检认可度高,适配绝大多数工业焊接验收标准。
产品基础材质与实用焊接优势
CHS312不锈钢焊条采用优质不锈钢焊芯搭配钛钙型酸性药皮配方,整体材质稳定性极强,不易受潮变质,储存周期更长。和普通焊条相比,这款焊材的综合使用体验更好,上手难度低,适合各类焊工操作使用。
它在施焊过程中电弧燃烧十分稳定,焊接飞溅量极少,熔渣脱渣轻松,焊后焊缝成型平整光洁,无需反复打磨修整,大幅节省后期加工时间。同时具备优秀的抗裂性和耐腐蚀性,焊缝成型后不易出现气孔、裂纹等瑕疵,焊接成品质量稳定。
适配电源规格与标准施焊电流
该焊条的电源适配性十分广泛,支持交流、直流反接双模式供电,市面上常规焊接设备均可适配,无需更换专用焊机,现场实用性极强。不同规格焊条对应标准化施焊电流,适配不同施工场景。
其中Φ3.2mm焊条适配90~130A电流,适合细小坡口、薄壁工件精细焊接;Φ4.0mm通用焊条适配120~170A电流,满足常规工件批量焊接作业;Φ5.0mm粗焊条适配160~210A电流,适用于厚板加固、大面积焊缝焊接施工。
规范焊前处理与现场操作准则
为保障焊接质量达标,焊条使用前必须进行标准化烘干处理,需在250-300℃温度下保温1小时,严格做到随烘随用,杜绝药皮受潮引发焊接缺陷。施焊前需彻底清理工件坡口表面的铁锈、油污、氧化皮杂质,保证熔合效果。
焊接施工时需严格控制层间温度,整体温度不得超过150℃,采用窄焊道快速焊接的方式,能够有效保护焊缝合金组织,避免高温导致耐腐蚀、抗开裂性能下降,保障焊接接头长期稳定使用。
适配工况与简易选型技巧
这款焊条核心适配不锈钢与碳钢、低合金钢异种钢材的焊接作业,也可用于不锈钢复合钢板过渡层焊接、高温高压设备修复,广泛应用于化工设备、压力容器、工程机械、管道工程等领域。
日常选型可根据工件厚度灵活选择,薄壁构件、精细焊缝选用Φ3.2mm焊条;常规设备检修、中等厚度板材选用Φ4.0mm焊条;厚重工件、加固焊缝优先选用Φ5.0mm焊条,合理选型可最大化发挥产品焊接性能。



 浙公网安备33010502012242号
浙公网安备33010502012242号