





 清河县点固焊接材料有限公司
清河县点固焊接材料有限公司

国标文件里的官方产品定义
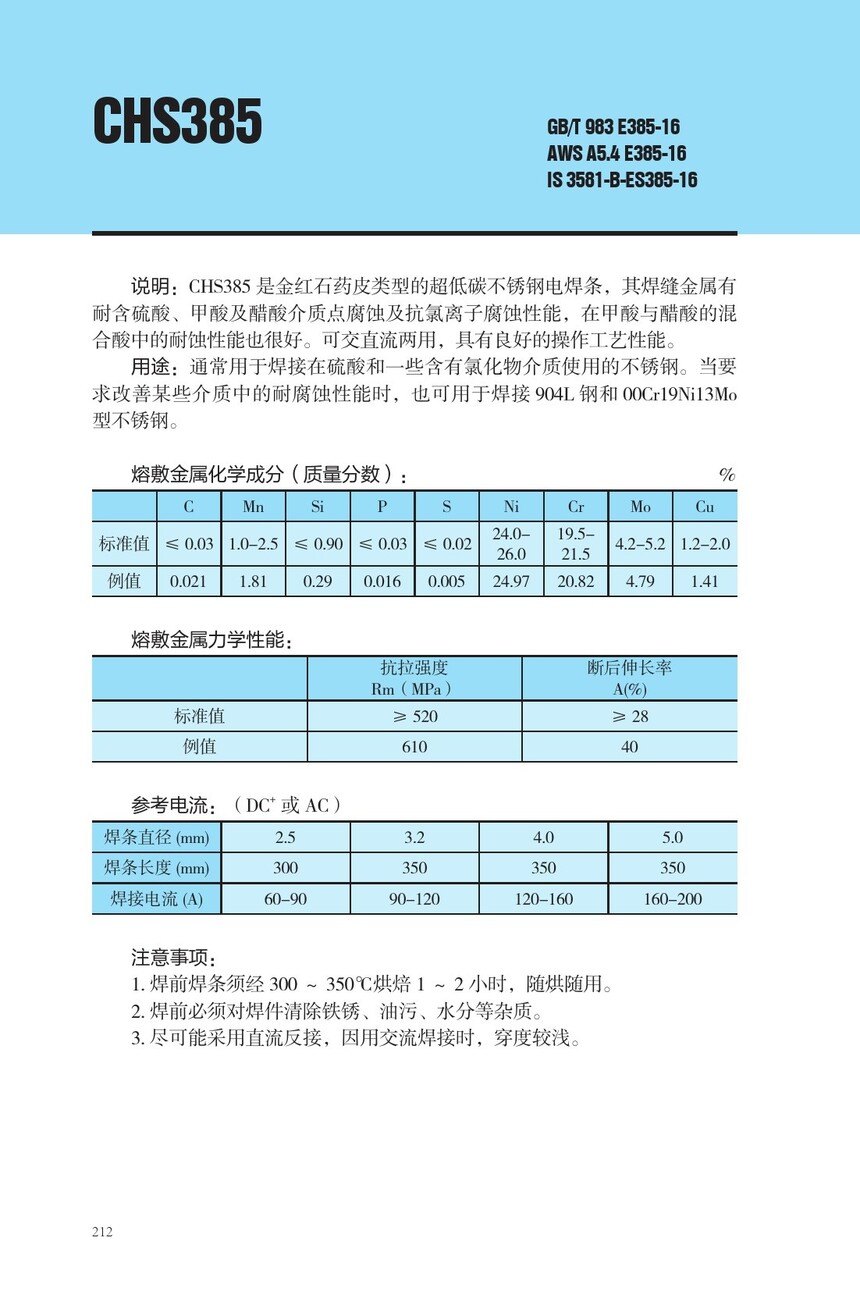
按照GB/T 983-2012不锈钢焊条国家标准,CHS385对应的法定型号为E385-16,属于钛钙型药皮的超低碳高钼奥氏体不锈钢手工电弧焊焊条。这款焊材在国标体系内被划分到高耐蚀奥氏体焊材序列,配方中加入铬、镍、钼、铜、氮多种合金元素,专门用来抵抗氯离子、有机酸带来的腐蚀破坏。牌号CHS385是生产企业编制的商业代号,必须和国标型号E385-16对应,才符合工业采购与质检的法定要求。熔敷金属严格执行国标成分限值,碳含量控制在0.03%以内,铬元素含量保持在19.5%至21.0%之间,钼含量达到4.5%至5.5%,依靠多元合金配比来提升焊缝的抗点蚀、抗缝隙腐蚀能力,避免不锈钢焊缝在腐蚀介质里快速失效。
施焊工艺性能与成型质量表现
这款焊条的药皮配方经过优化,焊接过程电弧燃烧平稳,整体飞溅量很小,焊后熔渣能够自动脱落,焊缝外表成型平整美观,即便是没有长期经验的焊工,也能轻松完成全位置焊接作业。电源适配性十分宽泛,交流焊机和直流反接焊机都可以正常使用,工地临时设备也能满足施焊条件。三种主流规格对应标准化电流,Φ3.2mm焊条适用90~130A电流,适合管道小坡口焊接;Φ4.0mm焊条采用120~170A电流,是现场检修最常用的规格;Φ5.0mm粗焊条搭配160~210A电流,用来焊接厚壁不锈钢板材。焊接时要严格控制热输入,采用窄焊道快速施焊,层间温度不能超过150℃,防止高温破坏奥氏体金相组织,造成耐腐蚀性能下降。
焊条预处理和现场施工规范
想要保证焊缝长期耐腐蚀不渗漏,前期处理步骤不能简化。焊条开封之后需要放入烘干箱,在250℃到300℃环境下保温一小时,并且做到随烘随取,不允许长时间放置在潮湿空气中,防止药皮受潮析出氢气,在焊缝内部形成气孔。施焊前必须把母材坡口位置的油污、铁锈、水汽彻底打磨清理干净。沿海高湿环境下,如果空气湿度超过85%,还要把工件轻微预热到50℃至80℃,进一步减少焊接缺陷。整套操作流程门槛不高,只要把控好烘干温度与层间温度,就能稳定做出耐腐蚀达标的焊接接头。
适用母材范围与规格选用办法
该焊条主要用来焊接904L这类超级奥氏体不锈钢板材与管材,多用于化工反应釜、海水淡化设备、脱硫管道、酸洗设备等高腐蚀工况构件。大家可以根据板材厚度来挑选焊条型号,薄壁不锈钢小管优先选用Φ3.2mm焊条,降低焊接热变形;中等壁厚设备焊接优先选用Φ4.0mm焊条,平衡施工效率与焊接质量;厚度超过12mm的厚板多层焊接,再选用Φ5.0mm焊条分段施焊。合理匹配焊条规格与焊接工艺,能够有效延长化工设备焊缝的使用寿命,减少后期渗漏维修。



 浙公网安备33010502012242号
浙公网安备33010502012242号