





 清河县点固焊接材料有限公司
清河县点固焊接材料有限公司

国标文件中的法定产品释义
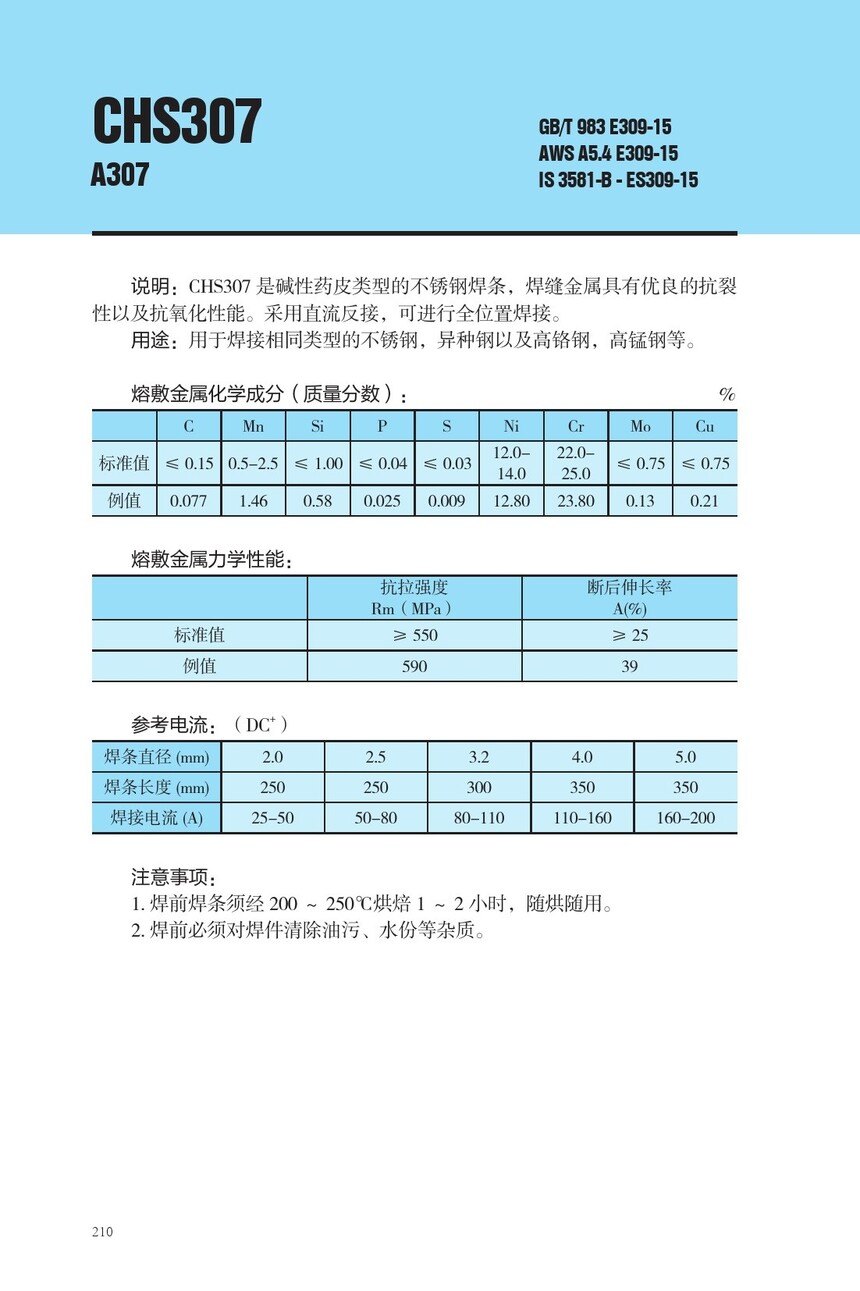
依据国家标准GB/T 983-2012不锈钢焊条规范,CHS307商用牌号对应的法定型号为E309-15,属于低氢钠型碱性奥氏体不锈钢焊条,在工业焊材目录中归类为异种钢过渡焊接专用材料。
该型号焊材的合金成分、工艺性能都受到国标严格约束,铬镍合金配比稳定,也是压力容器、重工设备焊接验收时常用的合规焊材,完全满足工业质检要求。
焊材材质与日常施焊体验
这款焊条采用优质不锈钢焊芯搭配碱性低氢药皮配方,和普通酸性焊条相比,最大优势就是焊缝不容易开裂,焊接接头韧性更高,高温抗氧化能力更强。
在正常直流焊机作业条件下,电弧燃烧稳定,熔渣成型整齐,虽然碱性焊条对操作手法有一定要求,但只要把控好电流,焊后焊缝纹理均匀,很少出现气孔、夹渣这类缺陷,后期打磨工作量更少。
电源条件与各规格对应的施焊电流
该焊条只支持直流反接这一种供电方式,不能使用交流焊机,必须搭配普通直流手工电弧焊机才能稳定成型。三种常用直径对应固定的电流区间,适配不同工件厚度。
Φ3.2mm焊条适用80~110A电流,适合小坡口薄壁构件焊接;Φ4.0mm焊条采用110~160A电流,是设备检修里使用最多的规格;Φ5.0mm粗焊条选用160~200A电流,用来完成厚板多层堆焊作业。
焊条烘干与工件预处理操作规范
碱性焊条很容易吸潮,一旦受潮就会导致焊缝产生氢气裂纹,所以焊前烘干工序绝对不能省略。焊条必须在300℃至350℃烘箱内保温一小时,取出后放入保温筒,做到随取随用。
同时要把工件坡口位置的铁锈、油污、水汽全部打磨清理干净,多层焊接时控制层间温度不超过150℃,采用窄焊道慢速焊接,最大程度降低焊接应力,保证焊缝长期牢固不开裂。
适用工况与焊条规格选择方法
CHS307焊条主要用来焊接碳钢和不锈钢异种钢材,也可以用来焊接不锈钢复合板的过渡层,广泛用于锅炉、压力容器、化工管道、工程机械钢结构等场景。
选型可以按照板材厚度来决定,薄板小焊缝选用Φ3.2mm焊条;中等厚度常规焊接选用Φ4.0mm焊条;厚度超过10mm的厚重工件,就选用Φ5.0mm焊条分段施焊,合理搭配工艺能够充分发挥这款焊条抗裂、耐腐蚀的综合性能。



 浙公网安备33010502012242号
浙公网安备33010502012242号