





 清河县点固焊接材料有限公司
清河县点固焊接材料有限公司

1. 产品概述
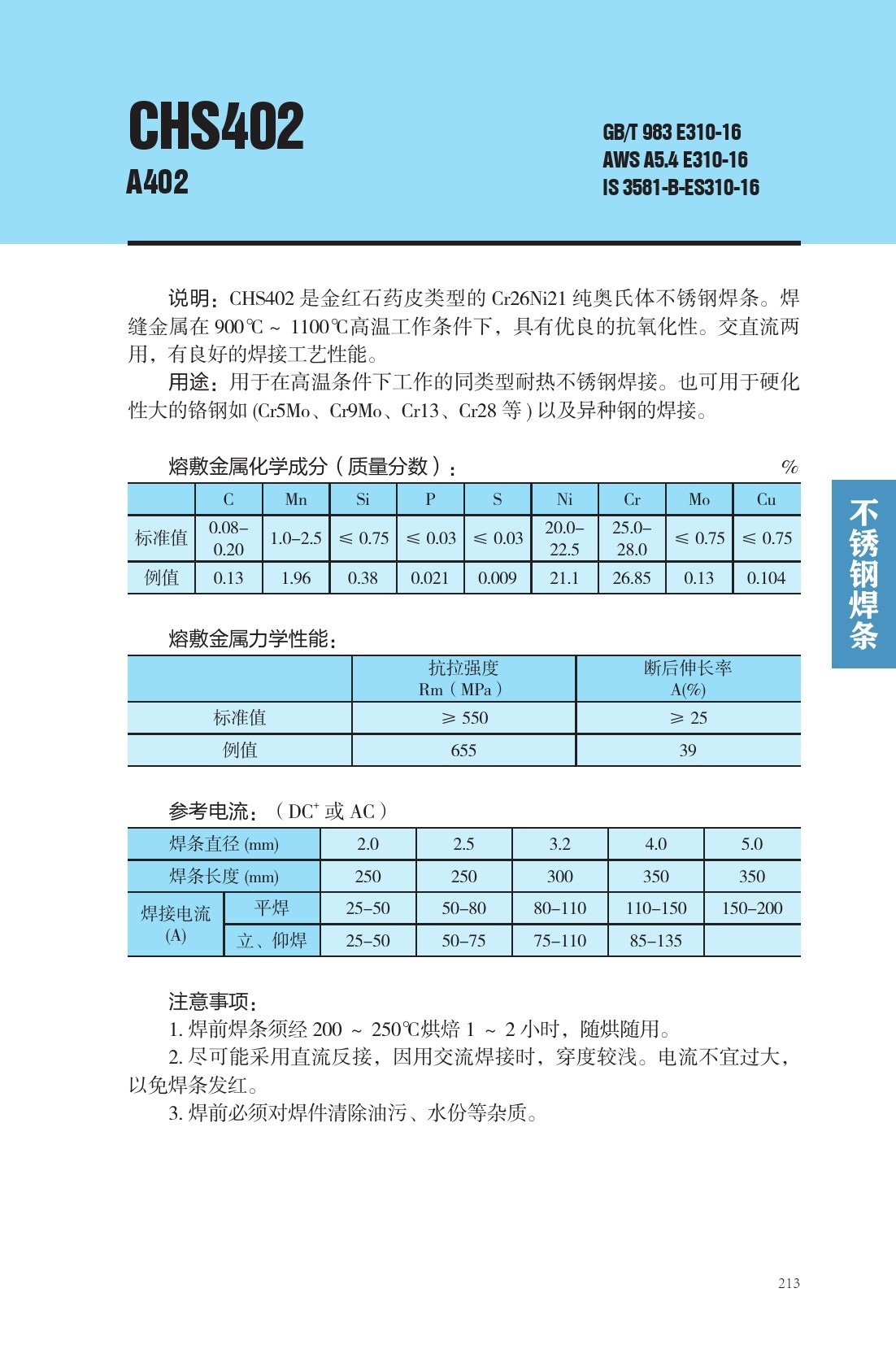
CHS402对应国标牌号A402、美标型号E310-16,属于Cr26Ni21纯奥氏体钛钙型不锈钢手工焊条,专为高温耐热设备焊接开发,适配310S(2520)耐热不锈钢板材、炉管、热处理工装焊接。熔敷金属高温抗氧化性能优良,区别于普通常温不锈钢焊条,可长期承受上千摄氏度高温,同时适配高硬度铬钼耐热钢、碳钢与不锈钢异种金属对接,广泛用于锅炉、石化、热处理窑炉等高温设备制造与维修。
2. 工作原理 / 构造原理
焊条由高铬镍不锈钢焊芯与钛钙型金红石药皮组合而成,支持交流、直流反接两种焊接电源。电弧高温熔化焊芯与药皮,药皮分解生成保护气体隔绝空气,减少焊缝氧化、气孔缺陷;冷却后焊缝形成稳定纯奥氏体金相组织,高铬镍配比在高温环境生成致密氧化防护层,阻挡高温氧化侵蚀母材。钛钙型药皮电弧柔和、飞溅少,可完成平、立、横、仰全位置焊接作业。
3. 材质参数 / 规格特性
熔敷金属铬含量25.0%~28.0%、镍含量20.0%~22.5%,碳含量0.08%~0.20%,抗拉强度≥550MPa,断后伸长率≥25%。常备焊条直径2.5/3.2/4.0/5.0mm,配套长度250mm、350mm,适配焊接电流60~220A区间。药皮为钛钙型,焊前仅需150℃恒温烘烤1小时去除潮气;焊缝无钼元素,侧重高温抗氧化性能,整体成型美观、脱渣简单,层间温度控制在150℃以内可降低焊缝热裂纹风险。
4. 核心优势 / 产品特点
高铬镍配比保障900℃至1100℃高温抗氧化性能,高温工况焊缝不易起皮剥落;钛钙型药皮工艺性能优良,电弧稳定、飞溅量低,成型平整,新手易操作。交直流两用适配市面全部普通手工焊机,无需专用直流焊机;支持全位置焊接,管道、箱体立焊、仰焊均可稳定成型。可焊接同材质310S耐热钢,也可焊接Cr5Mo、Cr9Mo等铬钼耐热钢及异种碳钢不锈钢接头,综合适配多种高温工业工况。
5. 主要用途 / 适用行业
用于310S耐热不锈钢炉管、热处理工装、高温炉体构件焊接;适配各类锅炉高温受热面、石化高温输送管道、窑炉内衬支撑件制造;可焊接无法预热、后热的高硬度铬钢异种接头,应用于热处理、石油化工、电厂、工业炉制造行业。
6. 落地选型指南
长期900℃以上高温工况、2520/310S不锈钢母材优先选用CHS402;仅常温防腐焊接选用常规308系不锈钢焊条;薄板打底、小管径焊接选用2.5mm、3.2mm细直径;厚板填充、盖面焊接选用4.0mm、5.0mm粗直径;高硫、强腐蚀介质工况不推荐使用本款焊条。
7. 安装方法 / 使用方法
焊条烘烤处理:150℃恒温烘烤60分钟,保温筒低温存放随取随用;焊机优先调至直流反接档位,匹配对应直径标准焊接电流;焊接前清理母材焊缝表面油污、氧化皮,采用短弧、窄焊道匀速运条;厚板多层多道焊接,严格控制层间温度,焊后自然缓慢冷却降低焊接应力。
8. 施工注意 & 风险提示
受潮未烘烤焊条禁止施焊,易产生密集氢气孔;焊缝纯奥氏体组织抗热裂性能一般,禁止大电流长时间过热焊接,避免晶间裂纹;本焊条不含钼元素,不适用于氯离子、硫化物强腐蚀介质设备焊接,防止焊缝腐蚀失效;不可用于低温深冷工况,低温韧性不及专用低温焊材。
9. 采购说明 & 交付标准
全规格现货常备,标准包装每箱5公斤,多规格可混批合并发货。随货附带产品合格证、材质质保书、国标性能检测报告;统一防潮纸箱密封包装,适合长期仓储存放,批量采购可配套提供焊接工艺参数指导。
10. 质保售后规范
原厂焊条出厂完成熔敷成分、力学性能全套检测,规范储存、标准工艺焊接出现批量气孔、强度不达标可凭采购单据核验售后。长期提供母材匹配选型、焊接工艺调试技术咨询,库存稳定保障高温耐热焊材持续供货。
企业主营大西洋全系列不锈钢、耐热、耐磨焊接耗材,CHS402(A402/E310-16)钛钙型耐热不锈钢焊条为高温工况主流焊材,适配热处理炉、高温管道、锅炉设备焊接施工,配套完整规格选型与焊接技术服务,满足化工、热处理、电厂行业高温结构焊接耗材采购需求。



 浙公网安备33010502012242号
浙公网安备33010502012242号