





 清河县点固焊接材料有限公司
清河县点固焊接材料有限公司

1. 产品概述
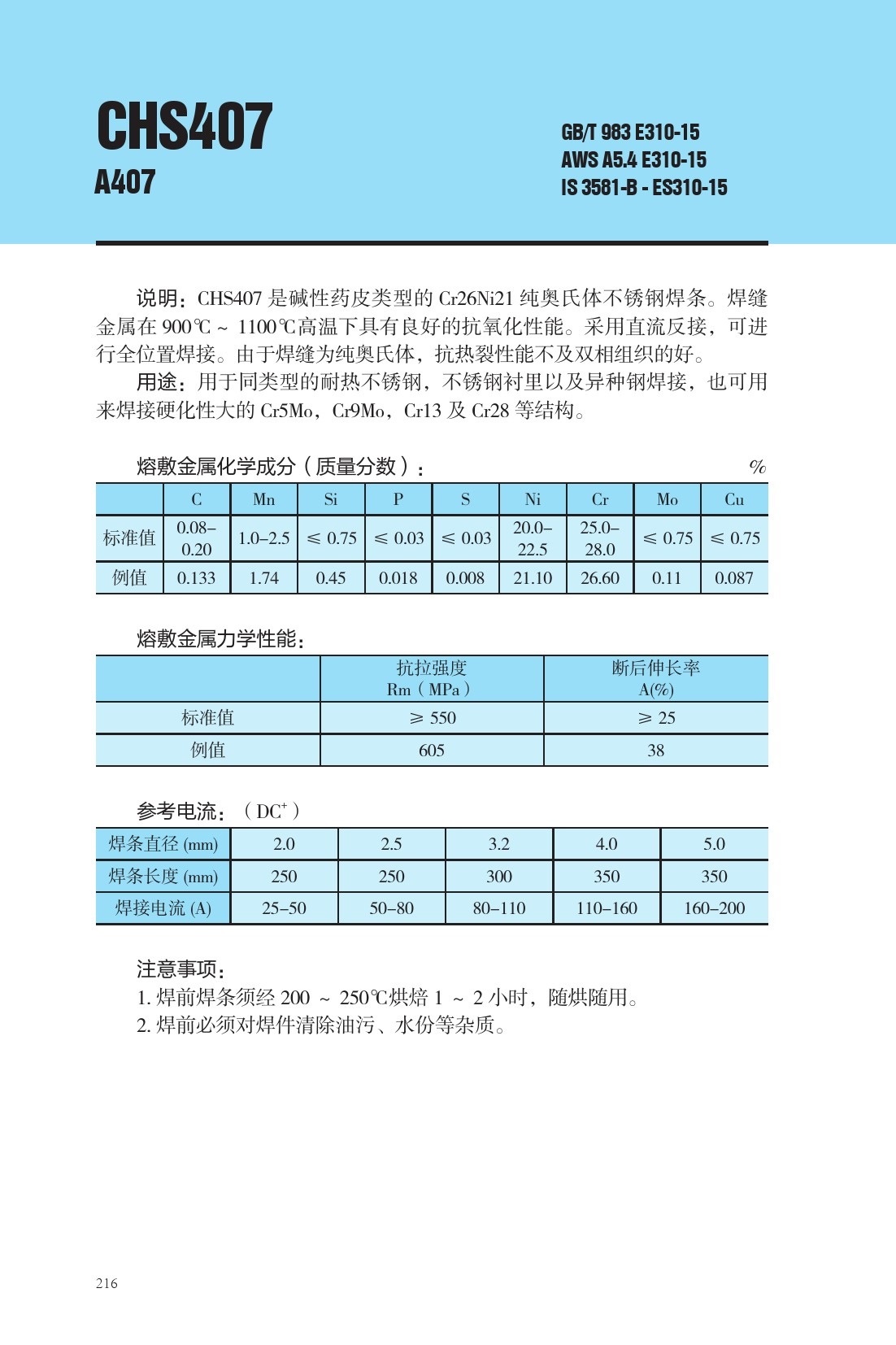
CHS407对应国标牌号A407、美标型号E310-15,属于Cr26Ni21纯奥氏体耐高温不锈钢手工电焊条,专为高温耐热工况结构焊接设计,可替代普通不锈钢焊条用于高温炉管、热处理工装、异种钢对接场景。熔敷金属具备优秀高温抗氧化能力,适配长期上千摄氏度高温运行设备,解决普通焊条高温氧化失效、焊缝开裂问题,广泛配套热处理、锅炉、石化高温管道制造行业。
2. 工作原理 / 构造原理
焊条由高铬镍不锈钢焊芯与低氢钠型碱性药皮复合制成,焊接采用直流反接起弧,电弧高温熔化焊芯与药皮,药皮分解产生还原性保护气隔绝空气,降低焊缝氧化与气孔缺陷。冷却后焊缝形成稳定纯奥氏体金相组织,高铬镍配比在高温环境形成致密氧化保护膜,阻挡氧气持续侵蚀焊缝基体;低氢药皮减少焊缝扩散氢含量,降低冷裂纹产生概率,支持全位置立、平、仰焊接操作。
3. 材质参数 / 规格特性
焊芯熔敷金属铬含量25.0%~28.0%、镍20.0%~22.5%,碳含量0.08%~0.20%,力学性能抗拉强度≥550MPa,断后伸长率≥25%。药皮为碱性低氢钠型,焊接电源仅限直流反接;常备直径2.0/2.5/3.2/4.0/5.0mm,常规长度250mm、350mm,对应适配焊接电流40~240A区间。焊条使用前需300~350℃烘烤1小时去除水分,避免气孔缺陷;焊缝纯奥氏体组织,高温抗氧化区间900℃至1100℃。
4. 核心优势 / 产品特点
高铬镍配比带来优异耐高温抗氧化性能,长期高温工况焊缝不易起皮、氧化剥落;低氢碱性药皮扩散氢含量低,冷裂纹风险更低,适配淬硬性高的铬钼耐热钢焊接。支持全位置焊接,电弧稳定、脱渣顺畅,成型美观。可完成同材质耐热不锈钢、异种碳钢与不锈钢对接,也可堆焊高温耐磨耐蚀表层;对比普通308系焊条,高温耐久性能大幅提升,适配连续高温生产设备长期使用。
5. 主要用途 / 适用行业
用于310S同类型耐热不锈钢板材、炉管、热处理工装、高温锅炉部件焊接;适配Cr5Mo、Cr9Mo、Cr13、Cr28等高硬度耐热铬钢,碳钢与不锈钢异种金属对接;适用于石化高温管道、热处理炉、窑炉构件、电厂高温受热面等高温工况设备制造与维修。
6. 落地选型指南
900℃以上长期高温工况、310S不锈钢母材直接选用CHS407/A407;仅常温耐腐蚀焊接选用常规308系焊条;异种钢、高淬硬铬钼耐热钢焊接优先本款低氢耐高温焊条;薄板打底选用2.5/3.2mm细直径,厚板填充盖面选用4.0/5.0mm粗直径。
7. 安装方法 / 使用方法
焊条烘烤处理:300~350℃恒温烘烤60分钟,保温筒100℃存放随取随用;焊机调至直流反接档位,匹配对应直径焊接电流;清理母材焊缝油污、氧化皮,短弧匀速运条,厚板多层多道焊,层间温度控制合理,焊后缓慢冷却减少应力。
8. 施工注意 & 风险提示
严禁交流焊机施焊,电弧稳定性差易产生气孔裂纹;未烘烤受潮焊条禁止使用,极易出现氢气孔。焊缝纯奥氏体组织塑性高但抗热裂性能弱,大电流、长时间过热易产生晶间热裂纹,控制焊接热输入。不可用于常温弱酸防腐工况,成本高于通用不锈钢焊条,造成材料浪费。
9. 采购说明 & 交付标准
全规格现货供应,标准包装5公斤每箱,多规格可混批发货。随货附带产品合格证、材质质保书、国标检测报告;批量采购可配套提供焊接工艺参数指导,统一纸箱密封防潮包装,适合长期仓储。
10. 质保售后规范
原厂焊条出厂完成熔敷成分、力学性能、扩散氢全套检测,规范储存、按工艺焊接出现批量气孔、强度不达标可凭单据售后核验。长期提供焊接工艺咨询、母材匹配选型指导,库存稳定保障耐高温焊材持续供货。
企业主营大西洋全系列不锈钢、耐热、耐磨焊接耗材,CHS407(A407/E310-15)耐高温焊条为核心耐热焊材品类,适配各类高温工业设备焊接施工,配套完整规格选型与焊接技术服务,满足热处理、锅炉、石化行业高温结构焊接耗材采购需求。



 浙公网安备33010502012242号
浙公网安备33010502012242号