





 清河县点固焊接材料有限公司
清河县点固焊接材料有限公司

1. 产品概述
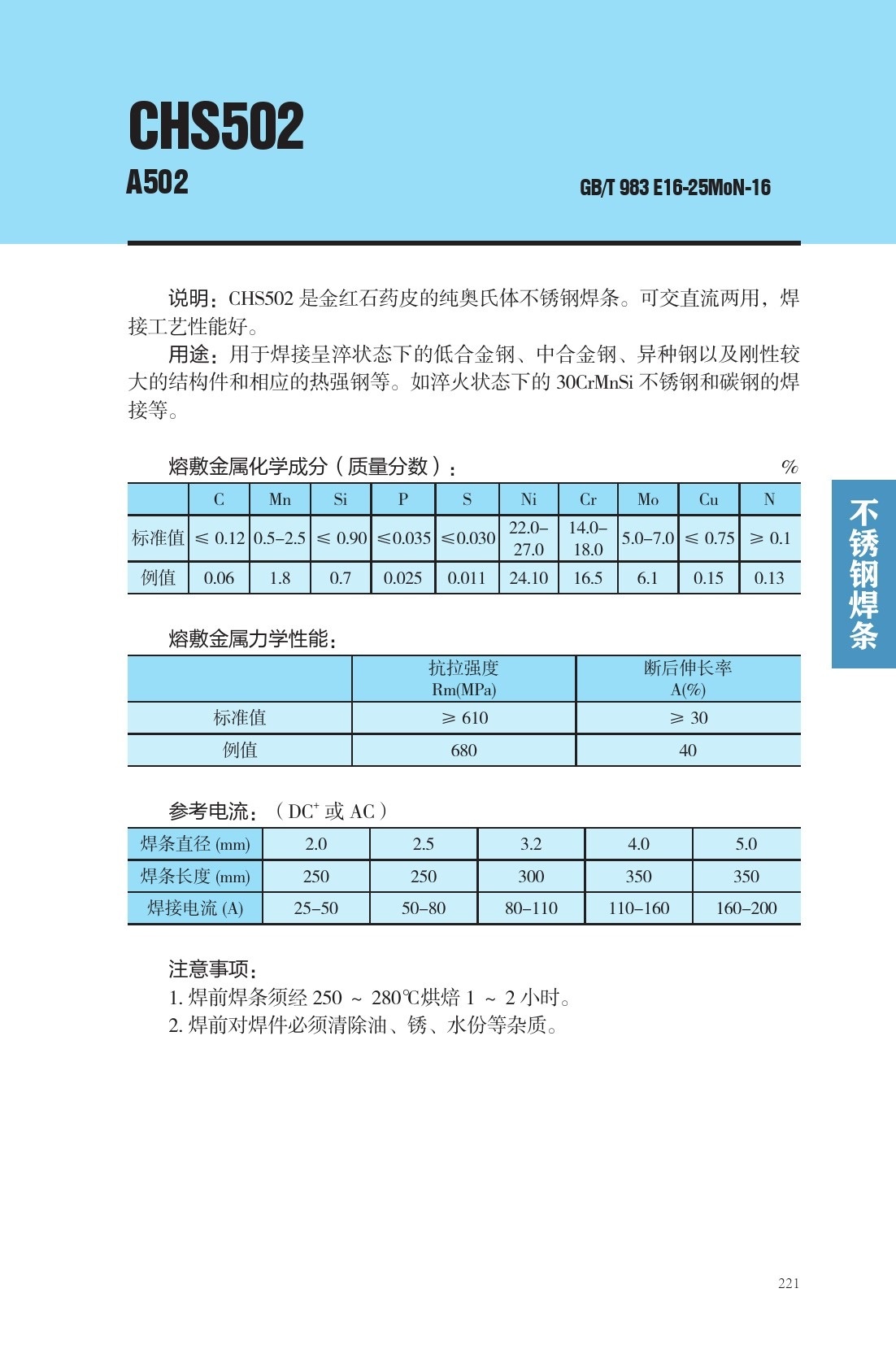
CHS502是钛钙型药皮纯奥氏体不锈钢手工焊条,市场通用代号A502,焊缝Cr16Ni25MoN高镍钼合金体系,塑性、抗裂性能优异,专门解决淬火态高强合金钢、异种钢焊接易开裂难题,可替代低氢型CHS507,依靠优良焊接工艺性适配现场全位置检修作业,广泛用于高温耐热构件、高拘束刚性结构、碳钢与不锈钢异种接头焊接制造与维修。
2. 工作原理 / 构造原理
焊条由高镍钼氮奥氏体焊芯搭配金红石钛钙药皮组成,交直流电弧熔化母材与焊芯,熔池冷却形成低铁素体单相奥氏体焊缝组织。药皮保障电弧柔和、飞溅少、脱渣简易,镍钼氮复合合金提升焊缝高温韧性与抗冷裂纹能力,抵消淬火母材高淬硬倾向,无需复杂预热即可完成异种钢熔接,平、立、仰全位置焊接成型平整美观。
3. 材质参数 / 规格特性
熔敷金属成分标准:C≤0.12%、Mn0.5~2.5%、Si≤0.90%、Cr14.0~18.0%、Ni22.0~27.0%、Mo≥2.5%、N≥0.12%,S、P杂质≤0.035%。力学性能标准抗拉强度≥610MPa,断后伸长率≥30%。常规供货直径φ2.0~5.0mm,对应焊接电流25~200A;烘干规范250~280℃保温1小时,烘干后存放保温筒随取随用;焊缝铁素体含量低于3%,高温工况不易析出脆性σ相,700℃以内具备稳定高温强度。
4. 核心优势 / 产品特点
对比低氢型CHS507,本品钛钙药皮工艺性更好,起弧容易、飞溅小、焊后无需打磨;纯奥氏体焊缝塑性充足,淬火中低合金钢、高刚性拘束结构焊接不易产生冷裂纹;适配碳钢、铬钼耐热钢、不锈钢异种金属过渡焊接,通用性强;交直流两用,普通交流焊机即可施焊,现场设备适配门槛低;焊缝高温韧性优良,冷热循环工况不易断裂,适配锅炉、热处理炉长期高温服役构件。
5. 主要用途 / 适用行业
焊接淬火状态低合金钢、中合金钢、高刚性重型结构、Cr5Mo/Cr9Mo热强钢;用于30CrMnSi淬火钢、碳钢与不锈钢异种接头焊接;适配热处理炉辊、锅炉高温管道、化工耐热容器、重型机械模具、高压阀门制造维修行业。
6. 落地选型指南
现场交流焊机施焊、追求简易焊接工艺选用CHS502;对焊缝低氢量、耐蚀要求高的承压设备选用CHS507;900℃以上超高温抗氧化工况选用CHSM407;普通常温防腐不锈钢焊接选用308/316系列焊条。
7. 安装方法 / 使用方法
焊条烘箱250~280℃烘干1小时,转入保温筒存放;优先选用焊机直流反接档位,按焊条直径匹配标准焊接电流;焊前打磨坡口,清除油污、氧化皮;短弧匀速运条,多层焊控制单道焊道宽度,降低焊接应力。
8. 施工注意 & 风险提示
焊条受潮易产生气孔、降低焊缝韧性,烘干温度不可高于280℃;交流焊接熔深略浅,厚壁构件建议采用直流反接;不可大电流宽道堆焊,易诱发热裂纹;二次烘干次数不超过1次,长时间暴露空气需重新完整烘干。
9. 采购说明 & 交付标准
全规格现货供应,标准5kg防潮纸盒包装,单盒起订,常规交期2~4个工作日;密封防潮运输,随货附带原厂材质质保书、熔敷金属理化检测报告。
10. 质保售后规范
原厂标准质保12个月,干燥避光储存条件下,药皮脱落、熔敷成分不达标可协商调换;终身提供异种钢、高温耐热构件焊接工艺、烘干规范线上技术指导。



 浙公网安备33010502012242号
浙公网安备33010502012242号