





 清河县点固焊接材料有限公司
清河县点固焊接材料有限公司

1. 产品概述
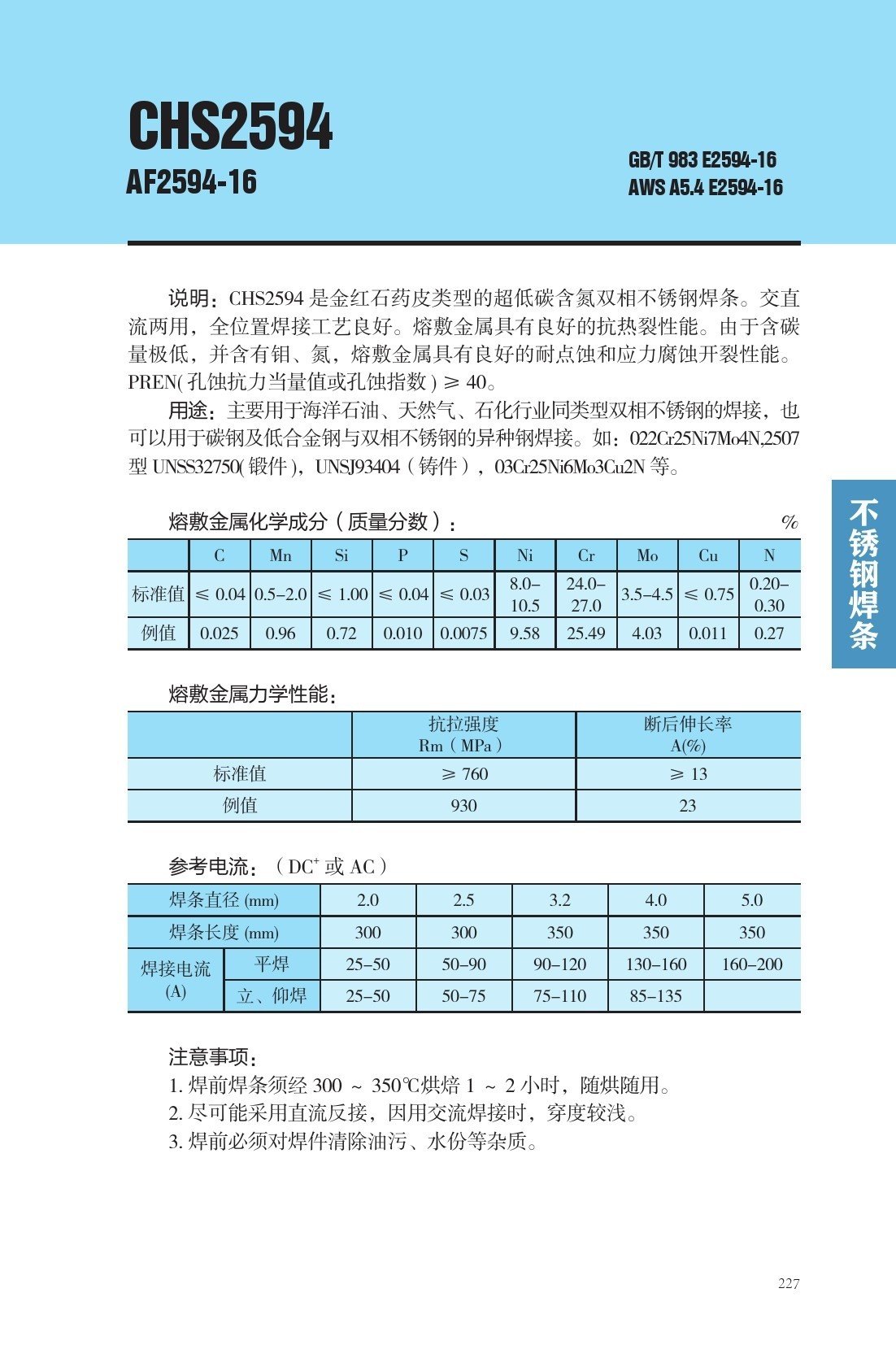
本产品为大西洋CHS2594钛钙型超级双相不锈钢手工焊条,熔敷金属25Cr-9Ni-4Mo-N合金体系,焊缝形成奥氏体+铁素体双相平衡组织,专门匹配UNS S32750(2507)、S32760等25%Cr超级双相钢焊接,替代普通2205双相焊条,耐氯离子点蚀、应力腐蚀能力大幅提升。药皮钛钙配方电弧柔和、脱渣便捷,支持交直流全位置焊接,广泛用于海水、高氯化工、海洋装备等高腐蚀严苛工况设备制造与维修。
2. 工作原理 / 构造原理
焊条由超级双相合金焊芯搭配钛钙型药皮组成,交直流电弧熔化母材与焊芯,熔池冷却后形成均衡双相金相组织(铁素体占比约40%)。Cr、Mo、N复合合金体系大幅提升耐氯离子腐蚀性能,镍元素平衡奥氏体韧性,铁素体保障焊缝高强度、抗硫化物腐蚀;钛钙药皮提供稳定电弧、细化熔池,减少飞溅,成型美观,无需复杂后处理,满足平、立、仰全位置焊接施工需求。
3. 材质参数 / 规格特性
熔敷金属化学成分(质量分数):C≤0.04%、Mn 0.5~1.5%、Si≤1.0%、Cr 24.0~27.0%、Ni 8.0~10.5%、Mo 3.5~4.5%、N 0.20~0.30%,S、P杂质≤0.03%。 力学性能保证值:抗拉强度≥760MPa,屈服强度≥550MPa,延伸率≥15%,-40℃低温冲击功≥27J。 焊条规格覆盖φ2.5/3.2/4.0/5.0mm,适配电流60~210A;焊前烘干规范150~200℃保温1小时,层间温度控制≤150℃,避免双相组织失衡降低耐蚀性能。
4. 核心优势 / 产品特点
对比2205双相不锈钢焊条,本品Cr、Mo、氮含量更高,高氯离子海水、脱硫介质中抗点蚀、抗应力腐蚀开裂性能优异;钛钙型药皮工艺性佳,电弧稳定、飞溅小、脱渣容易,焊缝成型光亮平整,适合现场全位置检修焊接;交直流通用,焊机适配范围广;双相平衡组织兼具高强度与低温韧性,抗冷热裂纹能力强;可用于2507、F53/F55超级双相钢,也可适配2205双相钢升级防腐焊接;短板为严格控制焊接热输入与层间温度,工艺管控要求高于普通奥氏体焊条。
5. 主要用途 / 适用行业
焊接UNS S32750(2507)、S32760、S32550超级双相不锈钢,适配A182 F53/F55锻件、A890铸造双相钢构件;用于海水淡化设备、海上平台管路、船舶海水泵阀、化工脱硫换热器、油气高氯输送管道、纸浆漂白设备、酸性废水处理装置;配套海洋工程、石油化工、海水处理、环保脱硫、造纸行业。
6. 落地选型指南
2507/F53/F55超级双相钢母材焊接选用CHS2594;2205常规双相钢轻度腐蚀工况可选CHS2209;普通304/316奥氏体不锈钢不可使用本品;高氯海水、脱硫强腐蚀工况优先选用,严禁大热输入、高温层间施焊。
7. 安装方法 / 使用方法
焊条烘箱150~200℃烘干1小时,保温筒随取随用;焊机优先直流反接,按焊条直径匹配标准电流;焊前打磨坡口,清除油污、水分、氧化皮;多层多道焊严控层间温度≤150℃,窄道短弧操作,降低热输入;完工后自然冷却,禁止快速水冷。
8. 施工注意 & 风险提示
焊条受潮会产生气孔、腐蚀缺陷,烘干温度不可超过200℃;层间温度超标会破坏双相组织,大幅降低耐氯离子腐蚀能力;不可大电流宽道堆焊,易产生热裂纹;仅适配双相钢母材,不建议用于碳钢、普通奥氏体异种钢无工艺评定焊接;二次烘干次数不超过1次。
9. 采购说明 & 交付标准
全规格现货供应,标准5kg防潮纸盒包装,单盒起订,常规交期2~4个工作日;密封防潮运输,随货附带原厂材质质保书、熔敷金属理化检测报告、焊接工艺指导参数。
10. 质保售后规范
原厂标准质保12个月,干燥避光储存条件下,质保期内药皮脱落、熔敷成分不达标可协商调换;终身提供双相钢焊接工艺、烘干规范、层间温度管控线上技术指导,协助高腐蚀工况焊接工艺评定。
四川大西洋CHS2594(E2594-16)为2507超级双相不锈钢专用钛钙型焊条,耐氯离子腐蚀性能突出,适配海洋、化工高腐蚀双相钢设备焊接施工。



 浙公网安备33010502012242号
浙公网安备33010502012242号