





 清河县点固焊接材料有限公司
清河县点固焊接材料有限公司

这款焊材的基础产品定位
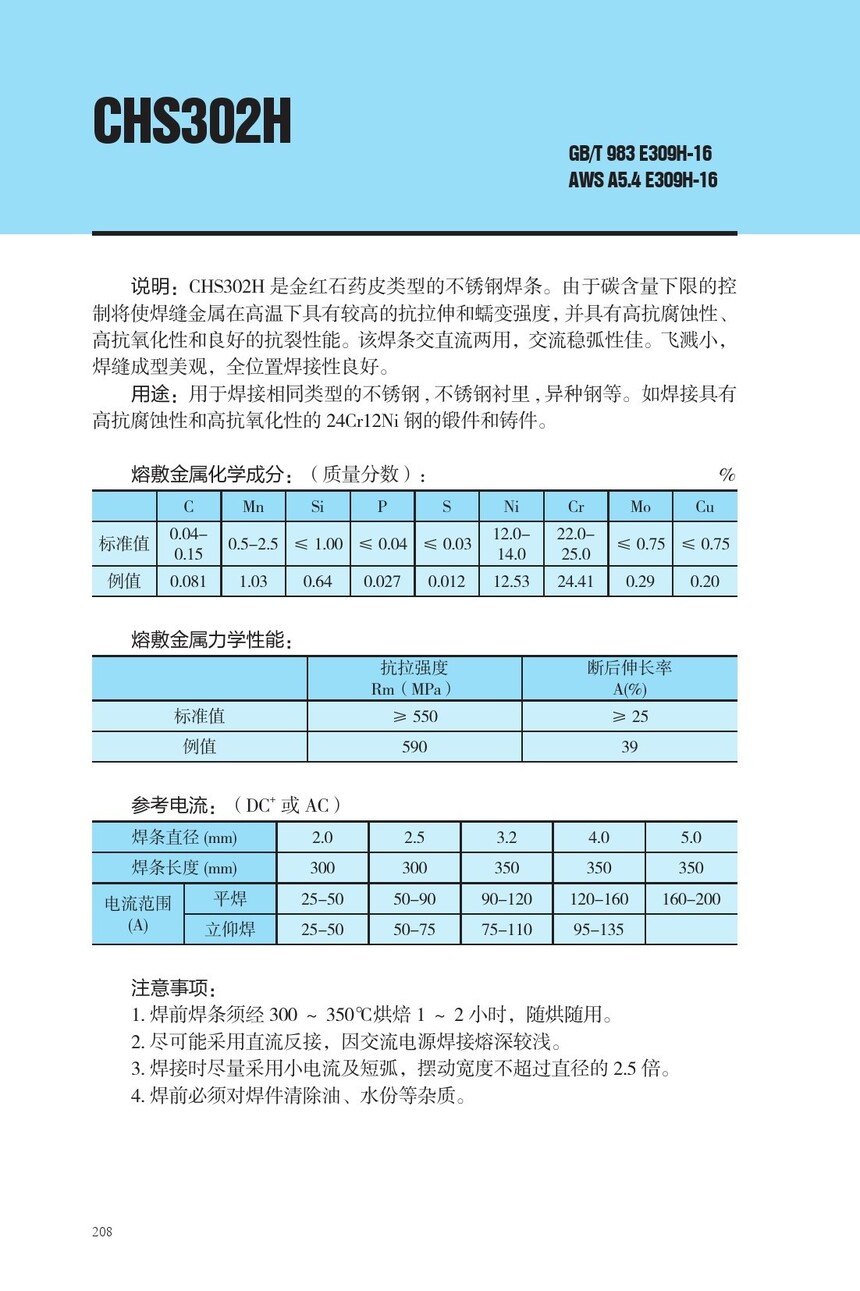
CHS302H属于国标高碳型不锈钢电焊条,对应国标型号E309H-16,碳含量做了下限管控,专门用来提升焊缝高温抗拉强度与抗蠕变性能,和普通A302焊条相比,耐高温氧化能力会明显提升。焊条整体采用钛钙型药皮配方,电弧燃烧稳定,焊接过程中飞溅量更少,成型平整美观,仰焊、平焊等全位置作业都可以正常使用,新手焊工也容易把控熔池状态。
熔敷金属材质带来的使用优势
从化学成分来看,焊缝熔敷金属铬含量保持在22.0%~25.0%区间,镍含量控制在12.0%~14.0%,严格符合国标里奥氏体不锈钢的成分要求。严格控制硫、磷等杂质总含量,能够有效降低焊接时产生热裂纹的概率。焊接完成之后,焊缝不仅耐酸碱腐蚀,长期在高温工况下也不容易出现氧化起皮,很适合异种钢材拼接以及不锈钢衬里的焊接施工。
不同规格焊条对应的电流选择方法
常用三种直径焊条可以对应不同施工场景,Φ3.2mm细焊条适合狭小坡口与小件修补,施焊电流控制在70A至130A;Φ4.0mm是通用性最高的规格,大面积拼接焊接时电流调节到100A~160A,兼顾施工效率与焊缝质量;Φ5.0mm粗焊条用于厚板材多层焊接,工作电流保持在140A到200A之间。这款焊条交直流电源都能适配,普通民用交流焊机可以直接施焊,不用额外更换设备。
焊条预处理,避免焊缝出现气孔缺陷
药皮在空气中容易吸收潮气,一旦受潮,施焊之后焊缝内部极易出现密集气孔。按照行业通用工艺要求,焊条必须放入烘箱在150℃至200℃保温烘烤一小时,做到随烘随取,不要长时间放置在潮湿环境里。焊接前还要把母材坡口处的铁锈、油污清理干净,进一步保障焊接成品合格率,减少工件二次返修。
适配母材与实际适用工况范围
这款焊条主要用来焊接24Cr12Ni耐热铸钢、奥氏体不锈钢板材,也可以完成不锈钢与普通低碳钢之间的异种钢焊接。在实际工程里,锅炉耐热构件、高温管道内衬、化工耐腐蚀设备壳体、热处理工装补焊都会经常用到它。如果焊接母材厚度偏大,建议采用多层分段施焊,控制每层焊缝厚度,防止工件变形开裂。
规格选型与长期使用保障说明
薄板薄壁工件优先选用3.2mm焊条降低热输入,中厚板材批量焊接优先选用4.0mm主流规格。原厂统一采用5公斤小盒装密封包装,能够长期维持药皮干燥。所有成品均按照GB/T 983国标批量抽检,熔敷金属力学性能稳定,抗拉强度稳定达标,批量采购时每一批次都附带材质检测数据,保障连续生产时焊接质量统一稳定。



 浙公网安备33010502012242号
浙公网安备33010502012242号