


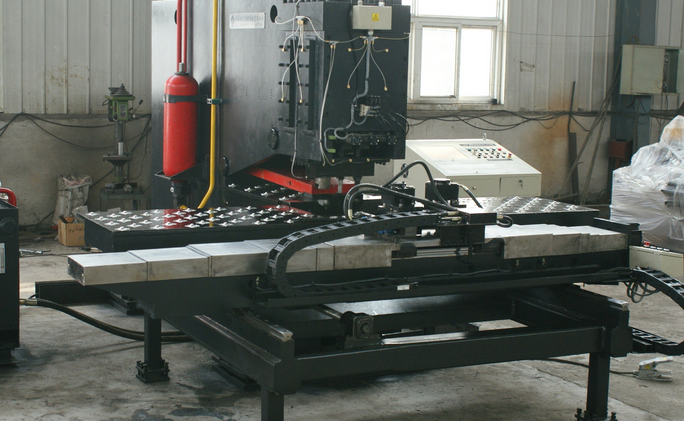
最近小编接到不少朋友询问数控液压冲孔机的上下模不同心的问题,今天小编呢就找到一个老师傅就这个问题给大家进行一下分析:
1、首先是检查冲头,因为它是受力最多的,那么冲头本身是不是有变形,如果有检验平台,放在标准V型块上,旋转冲头,用百分表测量冲头外径的径向跳动,就能看出来了。还有一种简单的办法,我们假设其他部位都没问题,那么我们松开锁紧螺母,把冲头旋转一定角度,再锁紧,如果上下模偏心的方向跟着冲头走,就是冲头变形或者说弯了。

2、冲头锁紧螺母和冲头根部的锥面匹配,这是个关键点,如果锁紧螺母里面的锥面和冲头的锥面不匹配,就会造成冲头锁紧后偏向一侧,导致冲头不垂直。这个是加工必须要保证的。
3、导向座和底模座经过一段时间运行,相对位置发生了变化,也会造成上下模不同心。一般这种情况,会是两个冲头相对底模的位置在同一方向偏心,可以通过调整底模座的位置来修正。
4、冲头杆本身是否有变形,这个检查和第一条是一样的方法。不过就是冲头杆要想拆下来比较麻烦。
5、还有一个原因其实,最简单,就是是不是冲头锁紧螺母松了,所以偏心了,这个大家都知道,放在最后提一句就可以了。







 浙公网安备33010502012242号
浙公网安备33010502012242号