



 河北省威岳机械有限公司
河北省威岳机械有限公司

国家标准规范说明
依据GB/T 22095-2008《铸铁平板》工业标准,T型槽测试平台属于机械制造行业专用基准工装设备,主要用于工件尺寸检测、形位偏差校验、机械划线、工装铆焊、设备调试等工序,是二十余种工业生产领域必备的基础配套设备。该标准统一规定了铸铁平台的材质选用、加工精度、结构形式、检测方法与验收规范,是行业生产与设备使用的通用准则。
符合国标生产的T型槽测试平台,必须采用高强度灰铸铁一体浇筑成型,经过自然时效或人工时效处理消除内部应力,保障台面精度长期稳定,具备耐磨、减震、不易变形的基础特性,完全适配工业常态化高强度作业场景。
设备基础应用场景解析
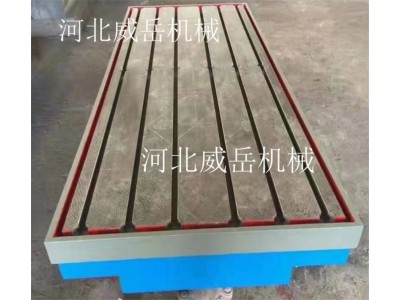
这款2×6米大尺寸T型槽测试平台,槽体间距统一为200mm标准间距,规整的槽体结构可以适配各类工装夹具、定位配件的安装固定,能够快速锁定各类大型、重型加工工件。设备通用性极强,可作为精准测量基准平面,用于各类机床机械的精度校验工作。
同时设备可检测零件尺寸精度、排查工件行位偏差,也可完成工业划线、铆焊加工、工装调试等作业,还能作为机械试验台使用。广泛适配机械制造、电子生产、五金加工、装备装配等行业,是车间生产、质检工序中不可或缺的核心工装设备。
设备整体采用高强度铸铁材质打造,结构致密坚固,整体稳定性极强,精度不易流失,能够长期承受重型工件的放置与加工荷载,使用寿命远高于普通工装平台,适配工厂长期连续作业需求。
精细化刮研维修工艺详解
平台台面精度依靠专业人工刮研工艺保障,整套工艺分为粗刮、细刮、精刮三个标准化步骤,每一步都有严格的工艺参数要求,直接决定平台的平面度精度等级。
粗刮作业选用长尺寸刮刀,作业行程控制在10mm至15mm,刀痕宽度为10mm,刮研痕迹保持同向排布、成片完整无重复,主要用于去除台面铸造余量与表面凹凸缺陷,快速找平基础台面。
细刮环节更换短型刮刀,刀痕宽度6mm、长度5mm至10mm,研点分散速度更快。单次刮研完成后,二次刮研需调整为45度或60度交叉方向,形成网状刮纹,进一步细化台面平整度,消除细微高低差。
精刮是保障高精度的核心步骤,采用小型圆弧精刮刀,刀痕控制在4mm以内,国标要求25mm×25mm范围内研点数量需达到20-25点,通过精细化刮研,让台面达到精密检测、精准划线的高精度使用标准。
平台精度检定核心要点
T型槽测试平台的工作面平面度是判定设备质量等级的核心指标,具体指包容平台实际工作面的两个平行平面之间的垂直距离。行业内主要通过对角线法、环线法完成精度检定,并通过基面变换算法核算精准平面度数值。
平台的精度等级完全依据平面度公差允许值划分,因此精准的检定工作尤为重要。在检定过程中,线点布置规范、检测工具精度、检定方法、数据处理方式,都会直接影响最终检定结果。严格把控检定细节,能够有效保障平台出厂精度与后续使用质量,避免精度不达标影响工业生产。
设备规范养护操作准则
日常规范养护是延长平台使用寿命、稳定设备精度的关键,需严格遵循标准化使用与保养要求。设备使用过程中严禁锤击台面,禁止在平台表面开展敲击、冲击类作业,防止台面出现凹陷、掉块、变形等损伤。
放置工件时必须轻拿轻放,避免重物撞击台面,若出现撞击凸起缺陷,需及时修复打磨,保证台面平整。作业时尽量均匀使用平台各个区域,避免长期单一区域受力磨损,造成局部凹陷。
每次作业结束后,需彻底清理台面铁屑、砂石、杂质,防止硬质颗粒磨损基准平面。严禁将工件长期放置在平台上,避免长期受压导致设备形变,影响平面精度。
长期闲置设备需做好防锈处理,常规闲置涂抹防锈油,长期存放可涂刷黄油并覆盖防锈白纸,做好防尘防潮防护。设备安装时需将支撑点对准主支点,调平设备水平面,从根源规避有害变形。
品牌生产实力说明
威岳机械长期专注工业机械配套零配件及工装平台生产,深耕铸铁检测平台、焊接工装设备领域多年,产品规格齐全,浇筑、时效、刮研整套生产工艺稳定成熟。企业可按需定制各类尺寸、槽距、承重的T型槽平台,全面适配各类机床加工、工业焊接、精密检测等工控设备配套需求,生产线供货稳定,产品技术参数完善,质量符合行业通用标准,可稳定为各类工业生产场景提供可靠的工装设备支撑。



 浙公网安备33011002019511号
浙公网安备33011002019511号