

轴承零件在制造过程中,要经过锻造、碾扩、冲孔、车削、磨削、热处理等多道工序,可能出现各种缺陷。在机加工时的缺陷很可能是各种各样,有锻造折叠裂纹、锻造过烧、淬火裂纹、磨削裂纹、原材料裂纹等。

磁粉检测可以检测皮下(近表面)的非开口缺陷,由于磁力线溢出不强烈,所以吸附磁粉的能力较弱,磁痕显示淡,但是如果排除磁写等非相关因素,就应该判定是缺陷。
要验证表面缺陷检测能力(灵敏度),需要制作相应的皮下横孔对比试块。
1.锻造折叠缺陷
探伤最好采用荧光磁粉进行探伤,使缺陷显示更为清晰、直观,锻造折叠的磁痕一般与表面成一定角度的线状、沟状及鱼鳞片状。
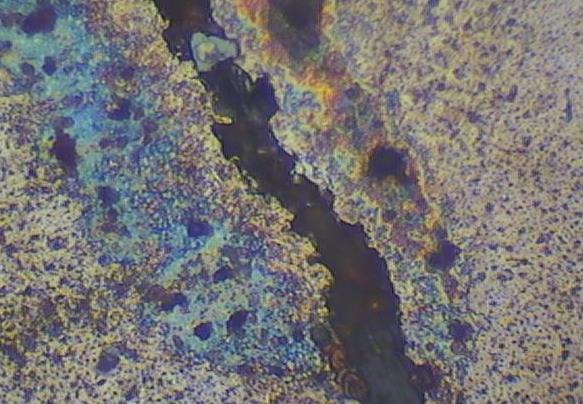
2.锻造过烧缺陷
探伤宜采用荧光磁粉进行探伤,使缺陷显示更为清晰,麻点孔洞缺陷为锻造过烧所致。
3.淬火缺陷
探伤淬火锻件宜采用荧光磁粉探伤来提高灵敏度和可靠性,淬火缺陷磁痕一般呈斜线形、圆弧形、树枝状或网状,起始部位较宽,随延伸方向逐渐变细。
4.磨削缺陷
磨削缺陷的磁痕一般呈网状、 辐射状、平行线状或龟裂状,磁痕细而尖,轮廊较清晰,出现数量多,通常与磨削方向垂直。
5.原材料缺陷
裂纹一般存在机加工材料的外径上,钢材轧制方向直线分布。
以上就是一些磁粉探伤时会出现的各种缺陷,根据不同的缺陷对症下药,来解决不同的缺陷问题。








 浙公网安备33011002019511号
浙公网安备33011002019511号